Stop Chatter in Stainless Steel: The Power of Variable Helix End Mills
Every machinist knows the struggle: Stainless steel looks sleek, but machining it is a real headache. Whether it’s 304 or 316L , the material is tough, gummy, and prone to work hardening . The big
Every machinist knows the struggle: Stainless steel looks sleek, but machining it is a real headache. Whether it’s 304 or 316L, the material is tough, gummy, and prone to work hardening. The biggest nightmare? Chatter. You make a pass, and the finish is ruined by chatter marks, the tool screams, and in severe cases, the cutting edge chips off completely. This not only destroys the tool but drags out production time.
The Common Misconception: It’s Not the Machine
When chatter happens, the first instinct is often to tweak parameters—slow down the feed, drop the RPM, or blame the machine’s rigidity. But often, it’s not the machine or the speeds and feeds; it’s the wrong tool selection. Standard end mills with equal helix angles and consistent flute spacing work fine for carbon steel, but they fail when faced with the challenges of stainless steel.
The Solution: Variable Helix End Mills
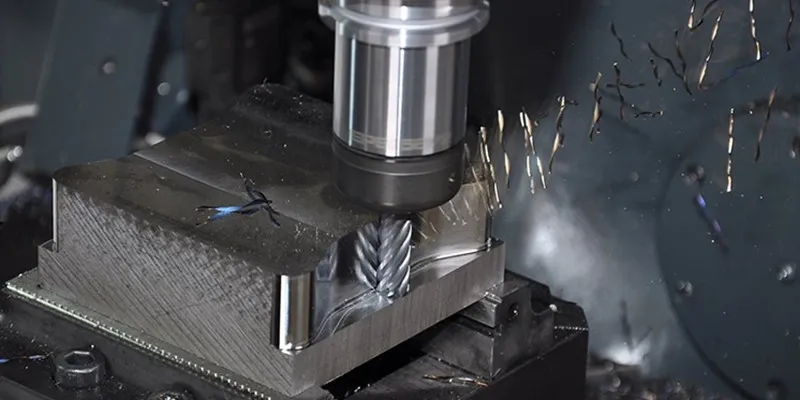
As a tungsten carbide end mill manufacturer with over a decade of shop floor experience, we’ve seen it all. Years ago, using standard 45° helix tools on stainless valve bodies resulted in constant chatter and three tool changes a day. That’s when we shifted to Variable Helix End Mills.
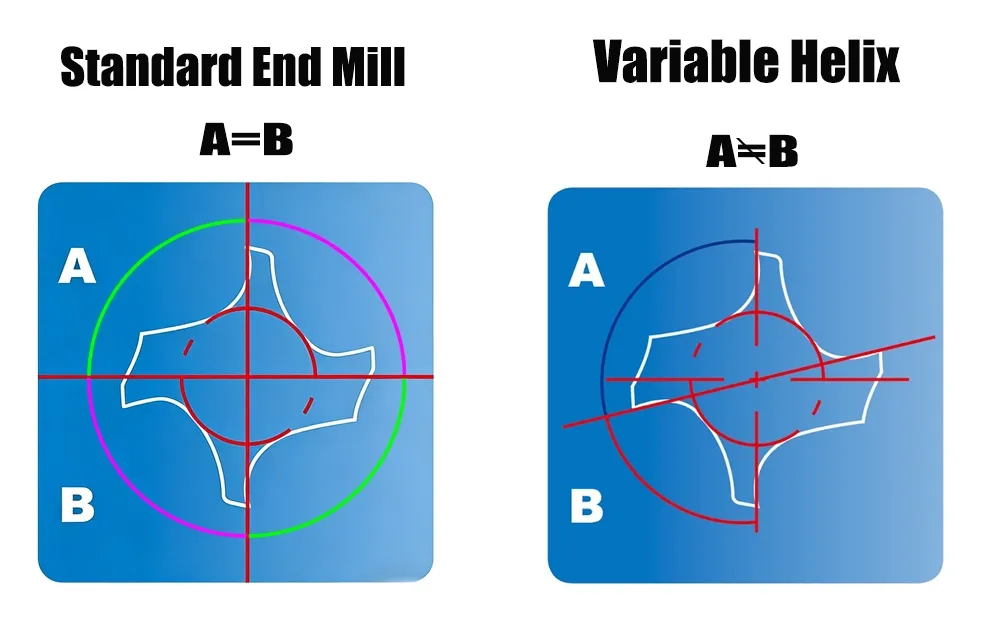
Put simply, a variable helix end mill(also known as unequal indexing) doesn't have a uniform cutting angle. Instead of a consistent 45°, the flutes might alternate between 35° and 38°. The spacing between the flutes is also unequal. This subtle design change is the ultimate solution to vibration.
The Science: Why Does It Stop Chatter?
Why do standard tools chatter? Think of soldiers marching in unison across a bridge. If they march in a perfect rhythm, the bridge creates resonance (vibration).
Standard Tools:The cutting edges hit the material at a constant frequency, creating harmonic resonance—this is chatter.
Variable Helix Tools:The unequal spacing forces the "soldiers" to break step. The time interval between each flute hitting the material changes constantly, disrupting the harmonics. The result? A quiet, smooth cutting operation.
Case Study: 316 Stainless Steel Flanges
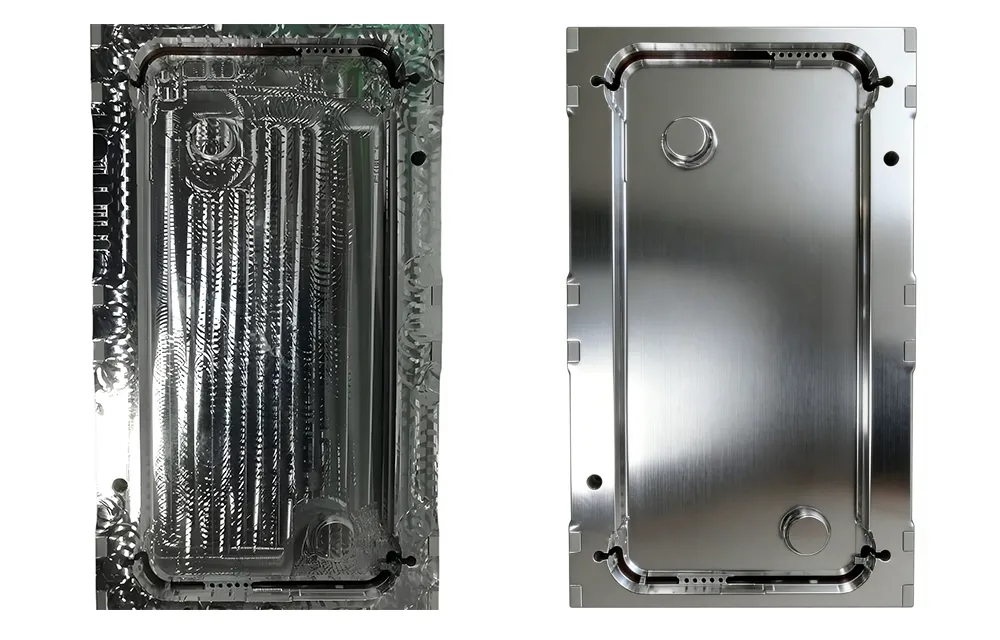
Machining 316 stainless steel is a notorious challenge due to its high toughness and work-hardening nature. A recent client was struggling with 316 stainless flanges: using standard end mills, side milling triggered heavy chatter at high RPMs. This resulted in a poor surface finish that required hours of secondary polishing.
After switching to our QT Variable Helix / Unequal Indexing End Mill, the transformation was immediate. Even at the previous "problematic" settings, the cut was whisper-quiet. Recognizing the tool's stability, we then optimized the parameters to maximize throughput. The result? A mirror-smooth surface finish (Ra 0.4 μm)that eliminated the need for polishing entirely.
Performance Comparison: 316 Stainless Steel
Performance Metric
Standard Carbide End Mill
QT Variable Helix End Mill
Improvement
Cutting Speed (Vc)
80 m/min
115 m/min
+43% Efficiency
Feed per Tooth (fz)
0.035 mm/tooth
0.055 mm/tooth
+57% Productivity
Surface Roughness (Ra)
1.6 - 2.2 μm
0.4 - 0.6 μm
Polishing Eliminated
Tool Life (Minutes)
45 mins
90 mins
2x Longer Life
Vibration (Noise)
High (Audible Chatter)
Minimal (Stable Cutting)
Significant
Test Conditions:
Material:AISI 316 Stainless Steel
Coolant:Water-soluble Emulsion
Operation:Side Milling (Ae: 0.1D / Ap: 1.0D)
Tool Diameter:10mm 4-Flute Carbide End Mill
Want to achieve these results in your shop?[Contact our engineers] for a customized cutting parameter table and see the QT difference firsthand.
Durability: 3x Longer Tool Life
Beyond surface finish, these tools are durable. Vibration is the enemy of carbide—it causes micro-chipping. By eliminating vibration, the cutting edge remains intact. Our tests show that one variable helix tool can outlast three standard tools in stainless applications, significantly reducing tooling costs.
Material & Geometry: The Perfect Combination
Geometry isn't everything; material matters.
Substrate:We use imported, ultra-fine grain tungsten carbiderods to ensure a balance of hardness and toughness.
Coating:We apply a heat-resistant AlTiN coating, which is critical for preventing built-up edge (BUE) and withstanding the high heat generated by stainless steel.
Corner Radius:For stainless steel, we always recommend tools with a Corner Radius (CR). A sharp corner chips easily, but a radius adds strength to the weakest part of the tool.
Conclusion
There is an old saying: "To do a good job, you must have the right tools." Stainless steel isn't impossible to machine; you just need the right geometry. Instead of fighting with your machine parameters, switch to a Variable Helix Tungsten Carbide End Mill. Click here to view our Variable Helix Series.
Struggling with chatter in your stainless steel projects? Contact our technical team today for a free tool trial or a customized machining solution!

 Conclusion
Conclusion