
Jul 16, 2026Case Studies & Applications
Why Is Your Standard Carbide End Mill Failing on Aluminum Parts?
Your team is machining aluminum, but the results are poor. You bought strong carbide end mills, yet you're facing constant burrs, sticky chips, and a rough surface finish, slowing production down.
The best carbide end mill for aluminum features sharp cutting edges, a high helix angle, and deep, polished flutes[1]. These geometric features are more important than simple material hardness[2] because they cleanly shear the soft material and efficiently evacuate chips to prevent them from sticking to the tool.

You made a logical choice. You picked a carbide end mill because carbide is hard and durable. It should be able to cut a soft material like aluminum with no problem, right? This is a common assumption I see all the time. But when it comes to aluminum, hardness is not the most important factor. The real issue is how the tool interacts with this soft, gummy material. General-purpose tools are often a compromise, and that compromise can lead to failure when machining aluminum. Let’s explore why a tool designed specifically for aluminum will save you time, money, and headaches.
Why Can’t I Just Use a General-Purpose Carbide End Mill on Aluminum?
You have a stock of general-purpose carbide end mills, and using them on a new aluminum job seems efficient. But this often leads to scrapped parts and wasted time. Your existing tools just aren't cutting it.
A general-purpose end mill often fails on aluminum because its geometry is designed for harder materials like steel[3]. It pushes or tears the soft aluminum instead of shearing it cleanly. This causes built-up edge (BUE)[4], poor surface finish, and heavy burrs, which a specialized tool avoids.

I remember a call I got from a procurement manager a few months ago. His company had just landed a big contract for aluminum components. He had purchased some high-quality, DLC-coated carbide end mills that were excellent for machining stainless steel. He figured they would be more than enough for aluminum. A week later, he called me back, frustrated. His machine operators were complaining about massive burrs and material sticking to the tool, a problem known as a built-up edge. The issue wasn't the quality of his tool or the coating's hardness. The problem was the tool's design. End mills for steel have a different edge preparation, often a slight hone or chamfer to protect the edge from chipping in hard material. On soft aluminum, this "strong" edge acts more like a plow than a knife.[5] It pushes the material instead of cutting it cleanly. This is what creates burrs and causes the gummy aluminum chips to weld themselves onto the cutting edge, leading to a disastrous cycle of poor performance.
What Makes an End Mill's Geometry "Aluminum-Specific"?
You know a generic tool isn't working, and you need something different. But what exactly are you looking for? The secret is in the tool's physical shape, not just the material it's made from.
Aluminum-specific geometry focuses on two things: sharpness and chip evacuation. This means a sharper cutting edge to shear the material cleanly, a higher helix angle to pull chips out faster[6], and deeper, polished flutes to give those chips a smooth, friction-free exit path.
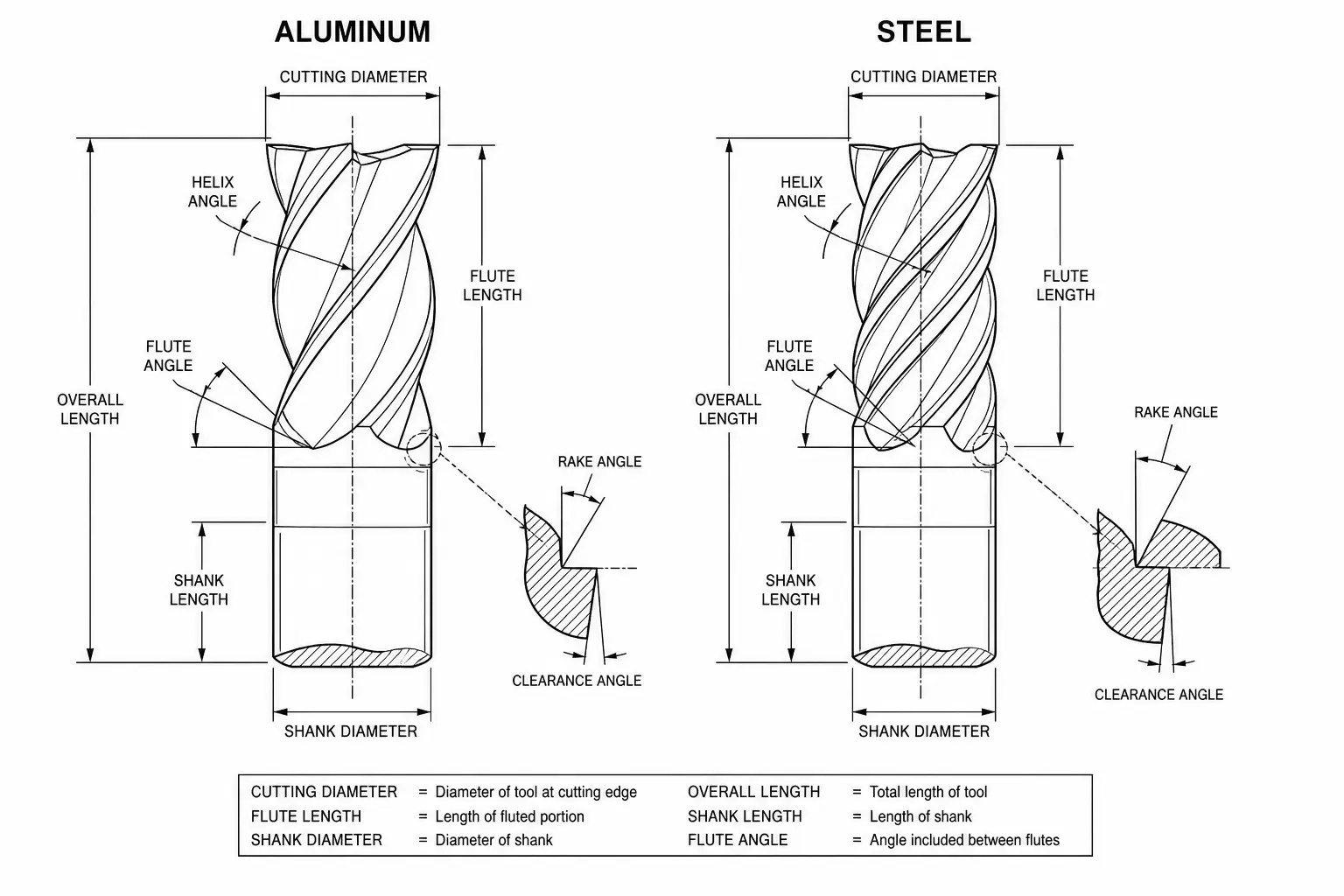
When we design an end mill for aluminum at QT Tools, we focus on a few critical features that are very different from a tool designed for steel. The goal is to solve the unique problems aluminum presents. It’s soft, it’s sticky, and it generates a lot of chips. Our design philosophy is based on making the cutting process as smooth and effortless as possible. A sharper edge requires less force to cut, which reduces the heat and pressure that cause material to stick. Think of it like cutting a soft tomato. A sharp knife glides through cleanly, while a dull knife just smashes it. We also pay close attention to the flutes—the spiral grooves on the tool. For aluminum, we make them deeper and wider to create more room for the bulky chips. Then, we polish the inside of these flutes to a mirror finish[7]. This polishing step is critical because it dramatically reduces friction, so chips slide out instead of getting stuck.
Geometric Feature | Why It's Critical for Aluminum Machining |
|---|---|
Sharp Cutting Edge | Shears the soft material cleanly instead of pushing it. This is the #1 factor in preventing burrs. |
Acts like a fast auger, pulling chips up and out of the cut very quickly to prevent chip packing. | |
Deep, Wide Flutes | Provides maximum space for the large volume of chips produced when machining aluminum at high speeds. |
Polished Flutes | Reduces friction significantly, preventing gummy aluminum chips from sticking and forming a built-up edge (BUE). |
How Do I Choose the Right Flute Count for My Application?
You see options for 2-flute and 3-flute end mills for aluminum. Choosing the wrong one can lead to poor performance, chatter, or a bad finish, even with the right geometry.
For aluminum, use a 2-flute end mill for aggressive material removal like slotting and roughing, as it offers maximum chip space. Use a 3-flute end mill for better surface finish and profile milling[9], as the extra cutting edge provides more stability and a higher feed rate.

The choice between two or three flutes is a common question we get from buyers. It’s not about one being better than the other; it’s about using the right tool for the right job. A 2-flute end mill has the largest possible flute valleys. This provides a huge amount of space for chips to be evacuated. When you are cutting a deep slot or pocket in aluminum, you are removing a lot of material very quickly. If those chips can't get out of the way, they will clog the tool, cause it to overheat, and possibly break. So, for aggressive roughing and slotting, 2 flutes are usually the safest and most effective choice. A 3-flute end mill, however, has an extra cutting edge engaged with the material at any given time. This makes the tool more stable, reduces vibration (chatter), and allows you to run at higher feed rates during finishing or profiling passes. The result is a much smoother surface finish. The trade-off is slightly less chip space, so it's best for shallower cuts where chip evacuation is less of a concern.
Flute Count | Primary Application | Key Advantage |
|---|---|---|
2-Flute | Slotting, Pocketing, Aggressive Roughing | Maximum chip evacuation space, prevents clogging. |
3-Flute | Finishing, Profiling, High-Speed Milling | Better surface finish, higher possible feed rates, increased stability. |
What Kind of Coating Should I Look for on an Aluminum End Mill?
You see different coatings advertised, like TiN, TiAlN, DLC, and ZrN. You might think a harder coating is always better, but for aluminum, this can actually make things worse.
The best coatings for aluminum are not chosen for hardness but for lubricity (slipperiness). Coatings like Zirconium Nitride (ZrN) or Titanium Diboride (TiB2)[10] are extremely smooth and prevent soft, gummy aluminum from sticking to the tool's cutting edge.

This goes back to the customer I mentioned earlier who was using a DLC-coated tool meant for steel. Diamond-Like Carbon (DLC) is incredibly hard, but it wasn't solving his problem. The real enemy in aluminum machining is friction. When aluminum gets hot from the friction of cutting, it wants to chemically bond with the tool—a process called galling.[11] This is what creates that sticky built-up edge. The job of a coating for aluminum is to create a barrier that is so slick, the aluminum simply can't stick to it. That's why we often recommend Zirconium Nitride (ZrN). It has a very low coefficient of friction. Other specialized coatings like Titanium Diboride (TiB2) are also excellent choices. In some cases, especially for very high-quality finishing, the best "coating" is no coating at all—just an exceptionally well-polished, uncoated carbide tool. A mirror-polished surface can be just as slick as a coating and provides the absolute sharpest edge possible, which is perfect for achieving a mirror finish on the aluminum part itself. So don't get sold on hardness; ask about lubricity.
How Do I Give My Supplier the Right Information for the Best Tool?
You're ready to buy a proper aluminum end mill, but you want to ensure you get the right one. Simply asking for a "carbide end mill for aluminum" isn't enough information for a good recommendation.
To get the best tool recommendation, tell your supplier the specific aluminum alloy (e.g., 6061, 7075), the machining operation (roughing, finishing), and most importantly, the exact problem you are trying to solve (e.g., burrs, poor finish, tool breakage).

When a customer contacts us at QT Tools, the most productive conversations start with them describing their problem. Instead of guessing, we can diagnose the issue and provide a targeted solution. To help us help you, I always recommend providing a few key pieces of information. First, tell us the exact aluminum alloy. A soft 6061 alloy behaves differently than a harder 7075 aircraft-grade alloy, and they may require slightly different tool geometries or coatings. Second, describe the application. Are you hogging out material with a roughing pass, or are you trying to achieve a mirror finish with a final pass? This helps us decide between a 2-flute or 3-flute tool. Finally, and most critically, tell us what is going wrong now. If you say, "I am getting terrible burrs on the bottom edge of my part," I immediately know we need to focus on a tool with an incredibly sharp, upward-shearing cutting action. If you say, "My tools are breaking in deep pockets," I know we need to prioritize chip evacuation. Giving us this context allows us to move beyond a generic catalog item and recommend a tool that will truly solve your problem and make your production run smoothly.
Conclusion
Choosing the right carbide end mill for aluminum is about geometry, not just hardness. Focus on tools with sharp edges and polished flutes to solve burrs, sticking, and poor finish.
1
"[PDF] Helical - MACHINING GUIDEBOOK", https://web.mae.ufl.edu/designlab/Advanced%20Manufacturing/Helical_Machining_Guidebook.pdf. A university or machining-handbook source on aluminum milling should support that sharp cutting edges, high helix or rake geometry, and generous flute space are used to reduce cutting forces and improve chip evacuation in aluminum; this supports the design rationale but does not independently establish a single 'best' tool. Evidence role: general_support; source type: education. Supports: Aluminum end mills commonly use sharp cutting edges, high helix angles, and large/polished flute geometry to improve shearing and chip evacuation.. Scope note: The source is likely to support the machining principles rather than verify the article's comparative ranking of end mill designs.
2
"Precision in machining: research challenges", https://nvlpubs.nist.gov/nistpubs/Legacy/IR/nistir5628.pdf. A neutral machining reference should support that, for aluminum alloys, cutting-edge geometry, rake/helix design, and chip evacuation strongly affect built-up edge, cutting forces, and surface quality; this contextual evidence supports the article's emphasis on geometry over hardness alone. Evidence role: expert_consensus; source type: research. Supports: Cutting performance in aluminum depends strongly on tool geometry and chip evacuation, not only on hardness of the cutting material.. Scope note: The source may not quantify geometry as universally 'more important' than hardness in every aluminum milling condition.
3
"[PDF] Face Milling Tool Geometry And Cutting Performance Of Silicon ...", https://preserve.lehigh.edu/system/files/derivatives/coverpage/425699.pdf. A machining education source should document that milling cutter geometry, including rake angle, helix angle, and edge preparation, is selected according to workpiece material properties; this supports the article's distinction between general-purpose or steel-oriented tools and aluminum-specific tools. Evidence role: general_support; source type: education. Supports: End mill geometry is selected according to workpiece material, with harder materials often requiring stronger edge preparation than aluminum.. Scope note: The support is contextual because 'general-purpose' tools vary by manufacturer and may not all be optimized primarily for steel.
4
"Built-up edge - Wikipedia", https://en.wikipedia.org/wiki/Built-up_edge. An encyclopedia or machining reference should define built-up edge as adhered workpiece material that forms on a cutting edge during machining and can affect surface finish and tool behavior. Evidence role: definition; source type: encyclopedia. Supports: Built-up edge refers to workpiece material adhering to a cutting tool edge during machining..
5
"Investigation of the Effect of End Mill-Geometry on Roughness ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7411701/. A peer-reviewed machining study should support that cutting-edge radius and edge preparation can increase ploughing and alter chip formation in ductile metals, providing a mechanism for why a less sharp edge may worsen burrs or finish in aluminum. Evidence role: mechanism; source type: paper. Supports: Larger cutting-edge radius or edge hone can increase ploughing in ductile materials and influence burr formation or surface finish.. Scope note: The source may discuss ductile metals or controlled cutting tests generally, not the exact end mill and alloy described in the article.
6
"[PDF] Helical - MACHINING GUIDEBOOK", https://web.mae.ufl.edu/designlab/Advanced%20Manufacturing/Helical_Machining_Guidebook.pdf. A machining education or tooling-design source should explain that helix angle affects chip flow direction and evacuation in end milling, supporting the claim that higher helix designs can help remove aluminum chips from the cut. Evidence role: mechanism; source type: education. Supports: Higher helix angle end mills can improve upward chip evacuation in milling operations, especially in aluminum applications.. Scope note: The source may describe chip evacuation qualitatively rather than prove a universal increase in evacuation speed.
7
"Effect of Cutting Fluid on Milled Surface Quality and Tool Life ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10056421/. A machining study on tool surface roughness and aluminum adhesion should support that smoother tool surfaces can reduce friction or material adhesion during aluminum cutting, which provides a mechanism for polished flutes improving chip evacuation. Evidence role: mechanism; source type: paper. Supports: Lower tool-surface roughness or polished flute surfaces can reduce friction and adhesion of aluminum chips.. Scope note: The source may evaluate tool rake faces or coatings rather than flute interiors specifically.
8
"How To Choose The Right End Mill Helix Angle? - Huana Tools", https://huanatools.com/how-to-choose-the-right-end-mill-helix-angle/. A neutral tooling handbook or institutional machining guide should support that aluminum end mills commonly use higher helix angles, including ranges near 35°–45°, to aid chip flow and cutting action. Evidence role: general_support; source type: institution. Supports: Aluminum milling cutters are commonly specified with relatively high helix angles, often around the 35°–45° range.. Scope note: The cited range may vary by cutter diameter, operation, alloy, and manufacturer design practice.
9
"[PDF] Helical - MACHINING GUIDEBOOK", https://web.mae.ufl.edu/designlab/Advanced%20Manufacturing/Helical_Machining_Guidebook.pdf. A machining education source should support that increasing flute count can increase tooth engagement and feed capacity while affecting chip space, which contextualizes the use of three-flute end mills for aluminum finishing and profiling. Evidence role: general_support; source type: education. Supports: Three-flute aluminum end mills can provide more cutting edges, improved stability, and better finish in profiling or finishing compared with two-flute tools in suitable conditions.. Scope note: The evidence is conditional because finish also depends on speeds, feeds, tool runout, workholding, coolant, and depth of cut.
10
"Investigation of the Wear Performance of TiB2 Coated Cutting ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8197381/. Peer-reviewed coating research should support that ZrN and TiB2 coatings can reduce adhesion or built-up edge in aluminum alloy machining by altering friction and chemical interaction at the tool-chip interface. Evidence role: mechanism; source type: paper. Supports: ZrN and TiB2 coatings have been studied or used to reduce aluminum adhesion and built-up edge on cutting tools.. Scope note: Performance may depend on the aluminum alloy, cutting speed, coating deposition quality, lubrication, and tool geometry.
11
"Galling - Wikipedia", https://en.wikipedia.org/wiki/Galling. A tribology or machining reference should support that aluminum can undergo adhesive transfer or galling under sliding contact and elevated frictional conditions, providing a mechanism for material sticking and built-up edge during cutting. Evidence role: mechanism; source type: research. Supports: Aluminum is prone to adhesive transfer or galling under frictional contact, which is relevant to built-up edge in machining.. Scope note: The source may discuss galling in broader tribological contacts as well as machining-specific tool-chip interfaces.