
Jun 27, 2026Technical Blog & Machining Tips
Are You Choosing the Right Carbide End Mill for Titanium?

Machining titanium can feel like a constant battle against tool wear and high costs.[1] A cheaper tool seems like a smart move, but frequent failures quickly erase any initial savings.
The right carbide end mill for titanium isn't just about a low price. It's a combination of a tough substrate, specific geometry, and a specialized coating[2] designed to handle titanium's heat and stickiness[3], ultimately reducing your cost per part[4].

I see this scenario play out all the time in my role. A procurement manager comes to me, proud of a low-cost quote they received for a "titanium end mill." But machining titanium isn't a simple, one-size-fits-all problem. The real conversation starts when we shift our focus from the price of a single tool to the total cost of producing a single part. That's where the true savings are found. Let's break down what actually matters when you're making this critical decision for your production line.
Is the Unit Price the Real Risk When Machining Titanium?
You found a very cheap end mill for titanium, and it feels like a win for your budget. But what happens when tools start chipping, and your machine sits idle waiting for yet another tool change?
The biggest risk isn't overpaying for a single end mill. It’s losing valuable production time due to tool failure, frequent changes, and unstable machining[5], which quietly destroys your budget and delivery schedule.

I recently spoke with a new purchasing manager who was very pleased he had saved 20% on his last order of end mills from another supplier. A few days later, I heard from his lead machinist. He told a different story. They were changing tools twice as often, fighting with chatter, and struggling to hit their production targets. The small saving on the tool's price tag was costing them thousands in lost machine time and potential late delivery penalties. This is why we must look past the initial cost. Your true metric for success should be the "cost per part." A slightly more expensive, but far more stable and long-lasting tool, can dramatically lower your cost per part by maximizing machine uptime and reducing scrapped components. It's a fundamental shift from saving cents on a tool to saving dollars on the finished product.
Factor | Low-Price Tool Focus | High-Value Tool Focus |
|---|---|---|
Primary Metric | Cost per tool | Cost per part |
Production Impact | Frequent stops, instability, chatter | Longer runs, predictability, stability |
Operator Time | More setup & tool changes | More machining and inspection time |
Overall Cost | Higher hidden costs (downtime, scrap) | Lower total cost of ownership |
Does Your End Mill Match Your Titanium Machining Task?
You need to machine titanium, so you buy a "titanium end mill." But roughing, finishing, and slotting are completely different jobs. Using a general-purpose tool for a specific task often leads to poor results and wasted money.
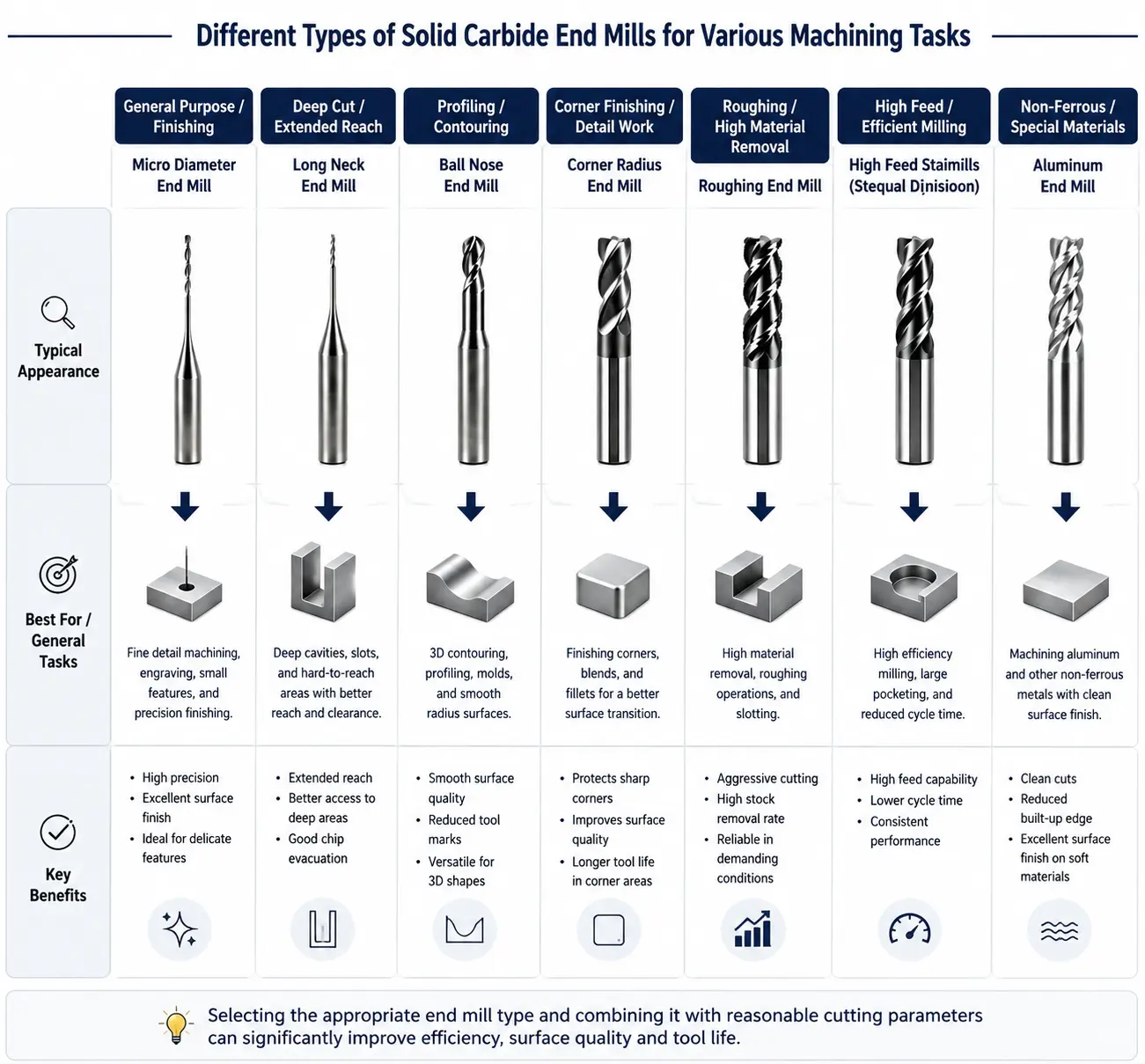
No single end mill is perfect for every titanium job.[6] Your specific task—whether it's roughing, finishing, slotting, or side milling—demands a specific tool geometry for optimal performance, chip control, and tool life.

{kind=link}
Thinking one tool can do it all is a common pitfall. The forces and chip characteristics in titanium machining change drastically with the operation. Using the wrong tool is like using a screwdriver to hammer a nail; it might work eventually, but it's inefficient and risks damaging both the workpiece and the tool. Let's look at how the tool design needs to change based on what you are trying to accomplish.
Roughing and Slotting
For heavy material removal, you need strength and excellent chip evacuation. A tool with 3 or 4 flutes and a strong core diameter[7] is essential. The helix angle is often a bit lower (around 35°-38°) to provide a stronger cutting edge that can withstand the high cutting forces. Large, polished flute valleys are critical to prevent chips from welding to the tool.
Finishing
When finishing, the goal is a pristine surface. Here, you want more cutting edges engaged with the material. A tool with 5, 7, or even more flutes and a higher helix angle (around 45°) will produce a better finish and reduce cutting pressure[8]. The core can be smaller as the depth of cut is minimal.
High-Efficiency Side Milling
Modern strategies like High-Efficiency Machining (HEM) use a small radial width of cut but a deep axial depth. This requires tools designed to fight vibration. End mills with a variable helix and uneven flute spacing[9] are perfect here, as they disrupt the harmonic vibrations that lead to chatter.
Machining Task | Recommended Flute Count | Helix Angle | Key Feature |
|---|---|---|---|
Heavy Roughing | 3-4 Flutes | 35°-38° | Strong core, large flute valley |
Slotting | 4 Flutes | 38° | Good balance of strength/evacuation |
Side Milling (HEM) | 5-7 Flutes | Variable/45° | Vibration damping, high feed rates |
Finishing | 5-7+ Flutes | 45° | Excellent surface finish |
What Makes a Titanium End Mill Truly Effective?
You see "titanium coating" advertised on a tool and assume it's perfect for the job. But the coating is just one part of a complex system. A weak foundation will always fail, no matter how good the paint job is.
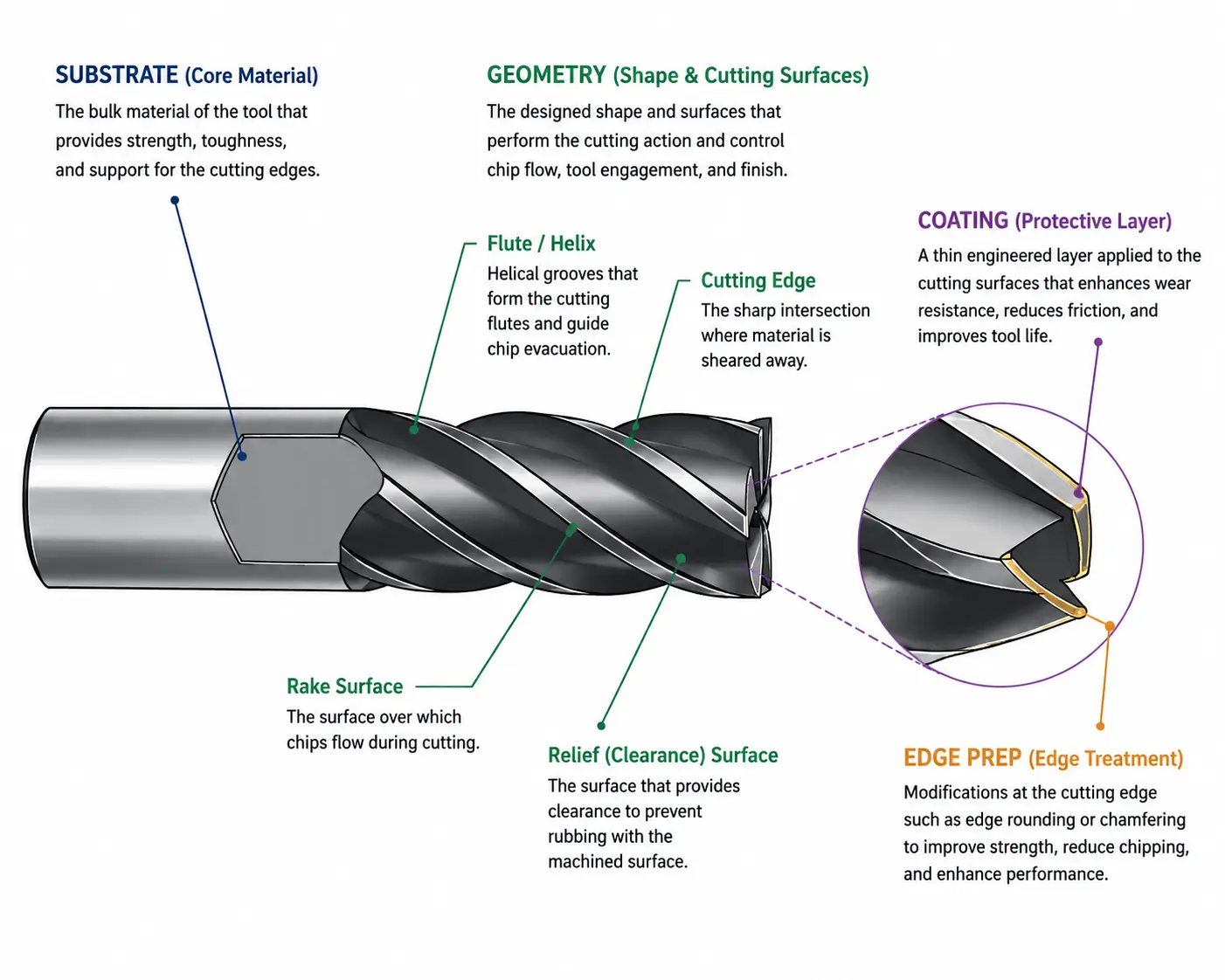
An effective titanium end mill combines four key elements: a tough carbide substrate, optimized flute geometry, specific edge preparation for strength, and a specialized coating to resist heat and adhesion.
Every feature of an end mill is a deliberate choice, and for titanium, those choices are critical. If one element is weak, the entire tool's performance suffers. At our facility, we don't just pick features from a catalog; we engineer them to work together as a system to combat the specific challenges of titanium.
The Foundation: Carbide Substrate
Everything starts with the raw material. You need a carbide grade that can resist the intense heat and cutting forces without fracturing. For our titanium-focused tools, we use a premium micro-grain carbide with a 0.6μ grain size. This provides an excellent balance, offering high hardness for wear resistance and enough toughness to prevent the tool from chipping under pressure.[10]
The Engine: Geometry and Edge Prep
The shape of the tool dictates how it cuts. We design our flute valleys to be wide and smooth, forcing chips to curl and evacuate quickly before they can stick. For edge preparation, a perfectly sharp edge would chip instantly in titanium. We apply a very slight hone or radius to the cutting edge to strengthen it[11], allowing it to withstand the punishing cuts without failing prematurely.
The Shield: Specialized Coating
Titanium is notorious for wanting to stick (gall) to the cutting tool. The coating acts as a shield. It provides a thermal barrier to keep heat out of the tool and creates a slick surface to prevent chip welding.[12] For our titanium line, we use an NF3 coating specifically formulated to reduce adhesion and manage heat, which is a major cause of tool failure.
Is Your Supplier Ready for Your Bulk Titanium End Mill Orders?
Your sample test went great. The tool performed perfectly. But now you need 500 pieces for a big production run, and your supplier is suddenly talking about an 8-week lead time. The best tool is useless if it's not there when you need it.
A successful sample test is just the beginning. For bulk purchasing, you must confirm your supplier's capacity for consistent quality, reliable delivery times, and their ability to handle any custom specifications you need.

As someone who manages both manufacturing and customer relationships, I know that a successful sample is only the first step. The real test of a supplier is their ability to support your ongoing production needs. A great performing tool that you can't get on time is a liability, not an asset. Before you commit to a large order based on a sample, you need to have a serious conversation about supply chain reliability. This is about moving from a simple transaction to a strategic partnership.
Here are the questions you should be asking:
Continuity of Supply
Does your supplier have the inventory to support your demand, or is everything made to order? What are their standard lead times for the quantities you need? In our conversations, we are transparent about our production capacity and work with customers to establish blanket orders or stocking agreements to ensure tools are always available.
Consistency and Customization
Can the supplier guarantee that the 500th tool will perform exactly like the first sample? Quality control is paramount. Furthermore, what if you need a slight modification—a longer reach or a specific corner radius? A good partner should be able to accommodate these requests without massive delays or cost increases. We often work with clients on custom specifications to perfectly match their application.
Partnership and Support
When a problem arises on your shop floor, who do you call? A true supplier partner provides more than just tools; they provide technical support. You should have a direct line to someone who understands the product and can help you troubleshoot issues quickly, saving you time and confusion.
Conclusion
To truly conquer titanium machining, look beyond the price tag. Focus on the total cost per part, match the tool to the specific task, and build a partnership with a reliable supplier.
If you're ready to find a stable and cost-effective tooling solution for your titanium jobs, let's talk. Share your machining type, typical order quantity, delivery needs, and any custom requirements, and my team and I will help you find the right specification.
1
"Research on Cutting Temperature Using FEM Method while ...", https://ui.adsabs.harvard.edu/abs/2010ctau....2..290L/abstract. A peer-reviewed review of titanium-alloy machinability explains that low thermal conductivity, high hot strength, and chemical reactivity contribute to elevated cutting temperatures and accelerated tool wear in titanium machining; this supports the general difficulty claim rather than the article's specific cost experience. Evidence role: general_support; source type: paper. Supports: Titanium alloys are difficult to machine because properties such as low thermal conductivity, high chemical reactivity, and high strength at temperature accelerate tool wear and raise machining difficulty.. Scope note: The source would support the general machining challenge, not quantify the article author's particular production costs.
2
"Failure mode analysis of carbide cutting tools used for machining ...", https://www.academia.edu/106153236/Failure_mode_analysis_of_carbide_cutting_tools_used_for_machining_titanium_alloy. Machining research on titanium alloys identifies tool substrate, cutting geometry, and coating selection as interacting variables that influence tool wear, heat generation, and surface integrity; this supports the article's design-framework claim but does not validate any particular commercial tool specification. Evidence role: expert_consensus; source type: paper. Supports: Research literature on titanium machining identifies cutting-tool substrate, edge and flute geometry, and protective coatings as major factors affecting tool life, cutting temperature, adhesion, and surface quality.. Scope note: The support is contextual and technical, not proof that one supplier's end mill has the optimal combination.
3
"[PDF] Mono and Multi-Objective Optimization and Modeling of Machining ...", https://scholarworks.utrgv.edu/cgi/viewcontent.cgi?article=1749&context=etd. Peer-reviewed studies of titanium-alloy machining report that poor heat dissipation and chemical affinity between titanium and tool materials can promote high cutting-zone temperatures and adhesive wear, including built-up material on the cutting edge; this translates the article's informal description into established wear mechanisms. Evidence role: mechanism; source type: paper. Supports: Titanium alloys tend to concentrate heat near the cutting edge and can adhere to tool materials, contributing to built-up edge, galling, and adhesive wear.. Scope note: The source would explain the mechanism generally and may not use the exact terms "heat and stickiness."
4
"[PDF] Design and development of a target-costing model for machining", https://researchrepository.wvu.edu/cgi/viewcontent.cgi?article=2549&context=etd. Standard machining cost models define part cost as including machine time, labor or overhead, tool cost divided by tool life, and nonproductive time, supporting the article's use of cost per part as a broader evaluation metric than tool unit price. Evidence role: definition; source type: education. Supports: Machining economics defines unit or part cost as a function of cycle time, tool cost and tool life, labor, overhead, and nonproductive time, making it broader than tool purchase price alone..
5
"[PDF] Economics of Manufacturing Machinery Maintenance", https://nvlpubs.nist.gov/nistpubs/ams/NIST.AMS.100-34.pdf. Manufacturing cost and productivity literature models machine downtime, tool-change time, and interrupted production as contributors to unit cost, supporting the article's claim that tool reliability can outweigh purchase-price savings; it does not establish the magnitude for the specific shop example. Evidence role: general_support; source type: research. Supports: Manufacturing productivity studies and machining cost models treat machine downtime, tool replacement, and interruptions as significant contributors to unit production cost.. Scope note: The evidence would be general cost-model support, not proof of the anecdotal losses described in the article.
6
"[PDF] Helical - MACHINING GUIDEBOOK", https://web.mae.ufl.edu/designlab/Advanced%20Manufacturing/Helical_Machining_Guidebook.pdf. Machining-education and handbook sources describe end mill selection as operation-dependent, with roughing, finishing, slotting, and side milling imposing different requirements for chip evacuation, rigidity, engagement, and surface finish; this supports the general claim against a universal tool. Evidence role: expert_consensus; source type: education. Supports: Tool-selection references distinguish end mill geometry and flute count by operation type, including roughing, finishing, slotting, and side milling.. Scope note: The source may discuss end mills generally rather than titanium-only applications.
7
"[PDF] Helical - MACHINING GUIDEBOOK", https://web.mae.ufl.edu/designlab/Advanced%20Manufacturing/Helical_Machining_Guidebook.pdf. Machining references explain that fewer-flute end mills provide larger chip spaces for evacuation and that core strength is important under heavier cutting loads, supporting the article's rationale for 3- or 4-flute roughing and slotting tools in titanium; the exact optimal flute count remains application-dependent. Evidence role: general_support; source type: institution. Supports: Machining references commonly associate lower flute counts with larger chip gullets and better chip evacuation, while stronger cores support heavier cutting loads.. Scope note: The support is general design rationale and may not prescribe the same flute count for every titanium alloy or machine setup.
8
"Influence of End Mill Geometry on Milling Force and Surface Integrity ...", https://ui.adsabs.harvard.edu/abs/2021JIEIC.102.1503J/abstract. Studies of end-milling geometry show that helix angle affects chip formation, cutting-force components, vibration, and surface roughness, providing technical support for using higher-helix tools in finishing; the cited evidence should be treated as conditional rather than a universal endorsement of a 45° angle. Evidence role: mechanism; source type: paper. Supports: Experimental or analytical studies show that end mill helix angle influences cutting forces, vibration, and surface roughness, with higher helix geometries often used to improve finish under suitable conditions.. Scope note: The relationship depends on material, tool diameter, engagement, machine dynamics, and cutting parameters.
9
"Comparison of Chatter Control of Variable and Regular Helix Tools ...", https://www.academia.edu/96815635/Comparison_of_Chatter_Control_of_Variable_and_Regular_Helix_Tools_in_the_Aluminum_End_Milling_Process. Research on variable-pitch and variable-helix milling cutters shows that nonuniform tooth spacing can disturb regenerative vibration and expand chatter-free cutting conditions, supporting the article's explanation of uneven flute spacing as a vibration-control feature. Evidence role: mechanism; source type: paper. Supports: Variable-pitch or variable-helix milling cutters can alter tooth passing intervals and disrupt regenerative vibration, improving chatter stability in some milling conditions.. Scope note: The effectiveness depends on the selected geometry, spindle speed, tool overhang, workpiece dynamics, and cutting parameters.
10
"[PDF] Strength and reliability of WC-Co cemented carbides - UPCommons", https://upcommons.upc.edu/bitstreams/228ddaba-bb8c-4eec-8e4e-3cad3edd36df/download. Materials-science studies of WC-Co cemented carbides show that carbide grain size and binder content affect hardness, fracture toughness, and wear behavior, supporting the article's claim that micro-grain carbide can balance wear resistance and edge toughness; the source would not verify the specific 0.6 μm grade used by the author. Evidence role: mechanism; source type: paper. Supports: Cemented-carbide grain size and binder composition influence hardness, fracture toughness, wear resistance, and chipping behavior in cutting tools.. Scope note: The evidence supports the property relationship, not the performance of the named in-house substrate.
11
"Generic Cutting Force Modeling with Comprehensively Considering ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9697499/. Peer-reviewed work on cutting-edge preparation reports that controlled edge rounding or honing can reduce edge micro-chipping and alter tool wear behavior, supporting the article's statement that a slight radius can strengthen the cutting edge; the optimal radius is process-specific. Evidence role: mechanism; source type: paper. Supports: Cutting-edge preparation, including honing or edge-radius control, affects edge strength, micro-chipping, cutting forces, and tool wear in carbide tools.. Scope note: The source would support the mechanism but not establish the exact hone size needed for every titanium operation.
12
"Characterization and Evaluation of Engineered Coating Techniques ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9415707/. Reviews of coated cutting tools for titanium alloys report that suitable PVD or related coatings can reduce friction and adhesion and can influence heat flow at the tool-chip interface, supporting the article's description of coatings as thermal and anti-adhesion barriers; this does not verify the performance of the specific NF3 coating mentioned in the article. Evidence role: mechanism; source type: paper. Supports: Appropriate cutting-tool coatings can reduce friction, limit adhesion, and act as thermal barriers, thereby affecting wear modes in titanium machining.. Scope note: The evidence is coating-class support and may not directly evaluate the proprietary coating named by the author.